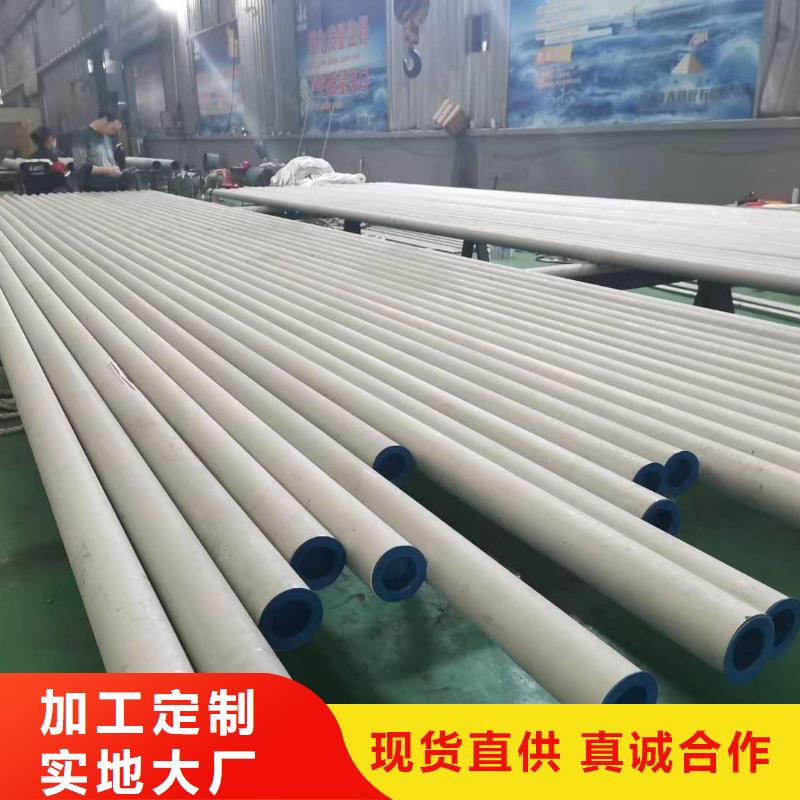
| 规格 | 6.0 8.0 10 12 14 16 20 30 50 60 70 75 80 90 100 110 120 130 140 150 160 170 180 200 250 |
|---|---|
| 材质 | 201,304,316L,310s 2205 2507 904L |




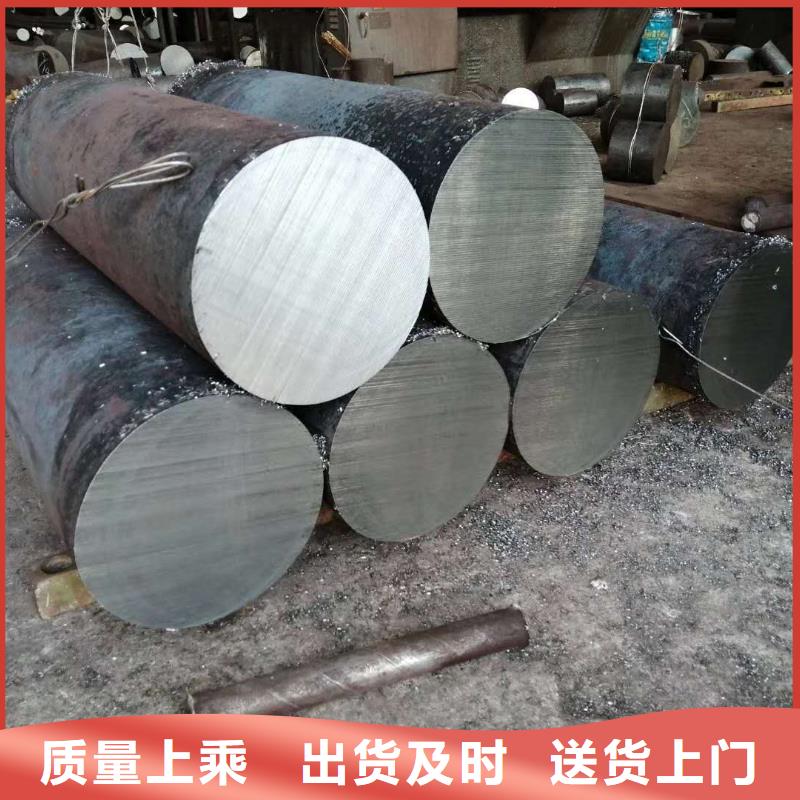
设定开锻温度多1050°C,终锻温度多850°C:锻造需要保证在奥氏体状态下 进行,确定终锻温度既要保证钢在终锻前具有足够的塑性,又要使锻件能够获得良好的组 织性能。因此的终锻温度应高于再结晶温度,而开锻温度要求在没有产生晶间结合力弱化 的如提下尽可能尚。为保证 锻造效果,径锻前四道次采用小延伸率 1. 10~1.25%,径锻前期小变形量的控制可实现破碎钢锭铸态组织的目的,在径锻过程中 材料表面开裂,径锻后五道次采用延伸率为1. 31~1. 38%的大变形量锻造,以确保中 心锻透,使圆钢晶粒度满足标准要求,第十道次表面延伸率1. 〇〇~1. 05%,表面精整,保证 圆钢表面质量。

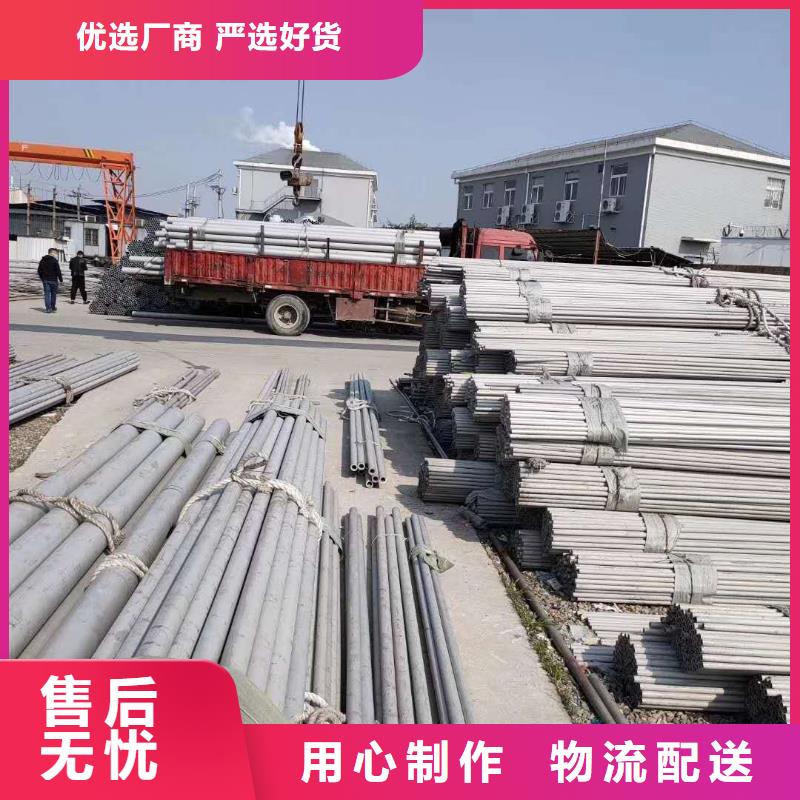
厂家直营大型工厂甄选香港不锈钢角钢原材料无中间商

规格多样多种香港不锈钢角钢规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制香港不锈钢角钢

贴心售后香港不锈钢角钢发货迅速多年行业经验值得信赖